21年专注“5-50公斤”计量包装
提供多种散状物料称重、配料系统解决方案
21年专注“5-50公斤”计量包装
提供多种散状物料称重、配料系统解决方案

客户服务热线 180 2700 8191


客户服务热线 180 2700 8191




精准高效、专料专包的智能化包装系统
包装车间环境差、劳动强度大,导致人员流动性高,稳定生产难以保障。
人工包装速度慢,自动化程度不足,旺季时常因包装能力制约整体产能。
不同特性的饲料在包装过程中易出现架桥、堵料现象,影响生产连续性。
粉尘污染严重,影响员工健康,同时存在安全隐患。
针对不同饲料特性,我们提供专门的包装设备
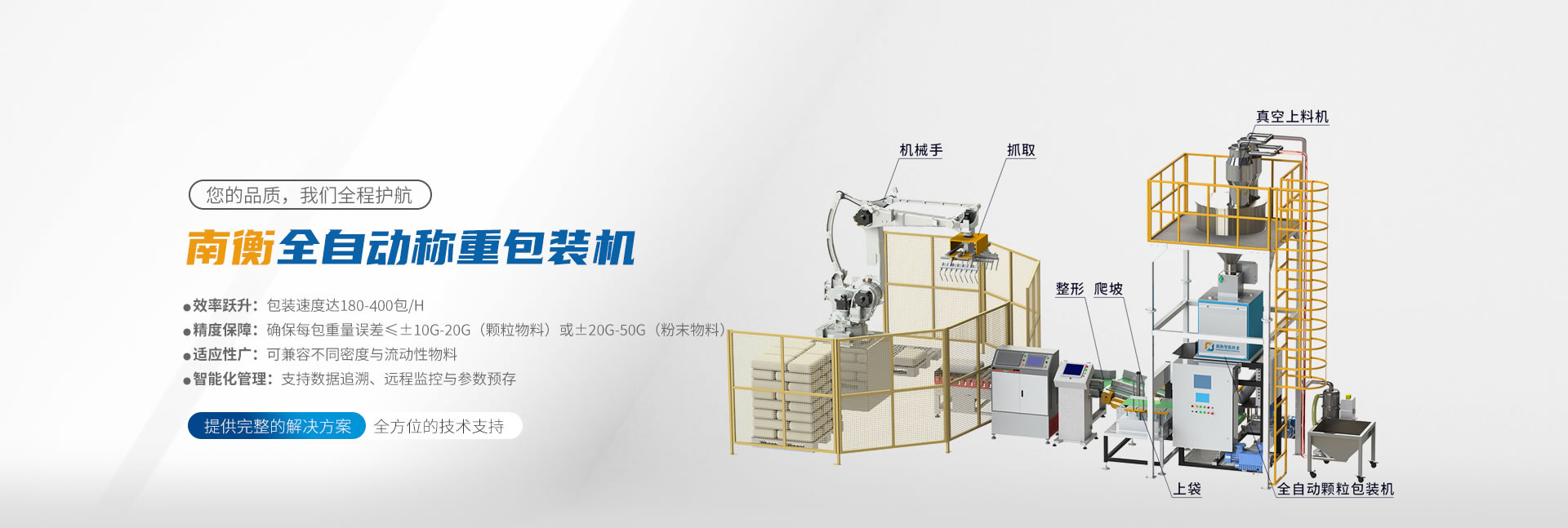
采用防架桥设计和振动装置,确保生物质颗粒下料顺畅,解决堵塞问题,保证生产连续性。
包装速度可达240-600包/小时,重量调节范围10-50公斤,满足不同客户群体的多样化需求。
人性化操作界面,简单培训即可上手,大幅降低对操作人员的技术要求,有效缓解招工难问题。
配备高效除尘系统,有效控制包装过程中的粉尘污染,改善工作环境,符合环保要求。

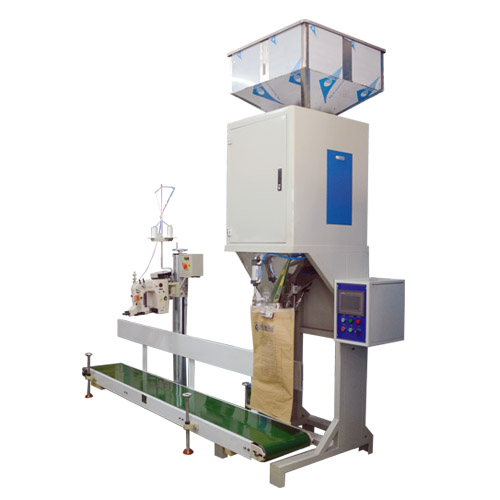
专为流动性好的颗粒饲料设计,采用快速称重系统,包装精度可达±10克,包装速度达240-600包/小时。

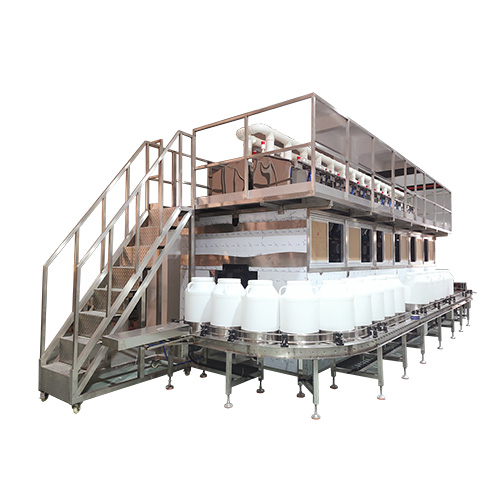
针对预混料、鱼粉等粉体饲料,配备高效自动吸尘装置,控制粉尘。精度准,内袋可热合,外袋缝包,封口美观,防潮性能好。

适用于高水分发酵饲料,采用特种防粘材质,配备强力破拱装置,有效解决结块、堵料难题。强化封口系统和耐腐蚀设计,确保包装密封性和设备使用寿命。
专为大容量包装需求设计,操作简单,仅需一人即可完成挂袋、充填、称重等工序。称重精度高,适用范围广,大幅提升大包装作业效率。
某大型饲料集团引进专业化包装生产线后,提升企业工厂实力,改善公司生产环境,提高工作效率。
专业团队为您提供免费现场分析与方案定制,找到适合的包装升级路径,让包装从此不再是瓶颈!